RECHAZO DE OSMOSIS INVERSA: EL GRAN IGNORADO
08-11-2019
Para obtener un agua desmineralizada, necesaria para algunos procesos industriales, está muy extendida en la industria la tecnología de OSMOSIS INVERSA, pero ¿es una tecnología eficiente?, a nuestro entender, por ella misma no.
La osmosis inversa necesita verse reforzada con la ayuda de alguna tecnología complementaria que aumente su eficiencia en el balance de masas, disminuyendo el rechazo generado y aumentando el porcentaje de permeado. Y aquí es donde entra en juego los evaporadores al vacío construidos en C&G.
Evidentemente, la función de las osmosis es vital dentro de una industria que necesita agua más pura que la que llega a nuestras fábricas, pero ¿no nos estamos olvidando de algo? El gran ignorado, que para nosotros es protagonista de esta ecuación, es EL RECHAZO.
En épocas de sequía, que se hace implacable en algunas zonas de nuestro planeta, se está dando por bueno un rechazo que todavía contiene más del 95% de agua, descartándose como aguas no utilizables, siendo vertidas incluso fuera de los límites de vertido establecidos.
El balance de masas completo, demuestra que las osmosis nos permiten tener un agua muy pura como resultado cualitativo, pero por otro lado nos encontramos que para obtener un litro de agua osmotizada, se consumen hasta 3 litros a nivel doméstico, del orden de 2 litros en las pequeñas plantas industriales y 1,5 en las planta industriales mayores.
Bien es cierto que en los últimos años se han desarrollado membranas que permiten trabajar a presiones muy elevadas (80-90 bares aprox.) y producen un rechazo de tan solo el 10-15%, pero este rechazo continua teniendo más de un 90% de agua, una materia prima fundamental para la vida, que se prevé escasa en un futuro no tan lejano. Imagen 1: Osmosis inversa.
Imagen 1: Osmosis inversa.
La propuesta de C&G IBERICA es clara: concentrar este rechazo hasta llegar a residuo seco. Es la única manera de recuperar el 100% del agua.
Para ello, se realiza un proyecto que incluye dos evaporadores en serie:
MODELO V-NT
Los evaporadores al vacío modelo V-NT, son máquinas que funcionan con el principio de bomba de calor, desarrolladas en vertical y con un serpentín inmerso como intercambiador principal.
Uno de los puntos destacables de este equipo, es su capacidad de concentración, hasta un residuo saturado en sales, que aún seguirá siendo bombeable. De este modo, nos permitirá descargar de forma automatizada, garantizando los menores costes de explotación, y la mayor eficiencia de todo el proceso.
El sistema funciona al vacío, lo que garantiza el mínimo consumo energético.
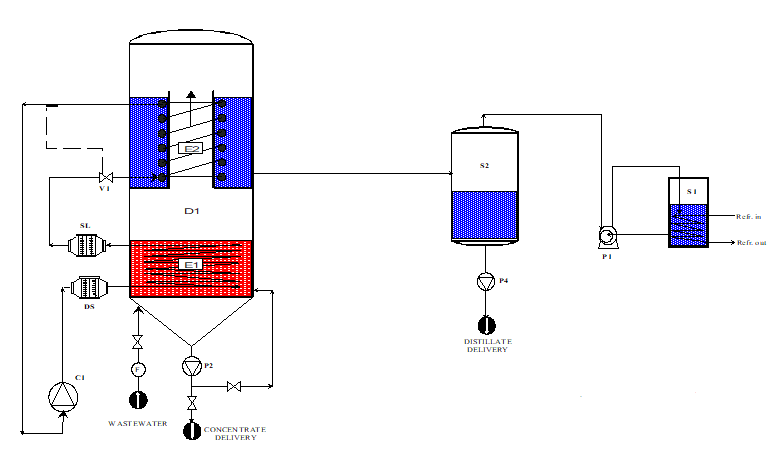
El núcleo de la máquina está constituido por un sistema de refrigeración, que aprovecha la línea de alta presión, para transferir el calor a las aguas residuales para llevarlas a ebullición, y la línea de baja presión, para condensar el producto destilado sustrayendo el calor.
Este sistema de extracción proporciona una presión residual en el interior del evaporador de 33 mbar.
Los evaporadores C&G pueden trabajar en continuo, 24/24 horas sin necesidad de la presencia de ningún operario, gracias a la gestión del PLC.
CARACTERISTICAS DEL EVAPORADOR AL VACÍO V-NT:
- Todos los componentes son de de las mejores marcas europeas.
- Caldera construida en Inox 136L, y desmontable en 4 partes.
- Capacidad de tratamiento un 15-20% por encima del valor nominal.
- Sistema de anillo líquido (vacío de alta eficiencia).
- Descarga automática del destilado mediante bomba centrifuga.
MODELO DRY
Los evaporadores al vacío modelo DRY, son máquinas que funcionan con el principio de bomba de calor, desarrolladas horizontalmente y con una camisa externa que aporta calor. Esta configuración permite llegar a un RESIDUO SECO y en consecuencia, completar el ciclo de trabajo con la máxima minimización del residuo y máximo ahorro en relación a gestión externa.
El sistema funciona al vacío, garantizando el mínimo consumo energético.
Este residuo seco no es bombeable y la descarga se ha de realizar manualmente, a través de la puerta situada en la caldera.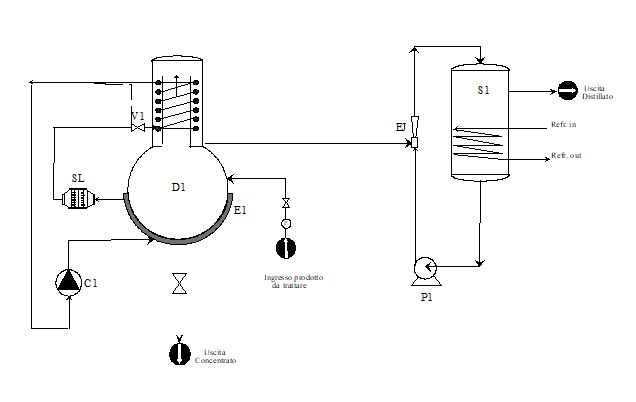
Imagen 3: Esquema funcionamiento Evaporador modelo DRY.